11 Luggage Trolley Inspection Items
1. Appearance Defect Inspection: Inspect the tie rod surface visually or with a magnifying glass to identify defects such as scratches, dents, coating peeling, and oxidation.
2. Dimensional Accuracy Inspection: Use a vernier caliper or micrometer to measure tie rod diameter, wall thickness, section length, and other dimensions to ensure compliance with design specifications.
3. Material Composition Inspection: Use a spectrometer to determine the chemical composition of the tie rod metal or composite material to verify that it is the specified material.
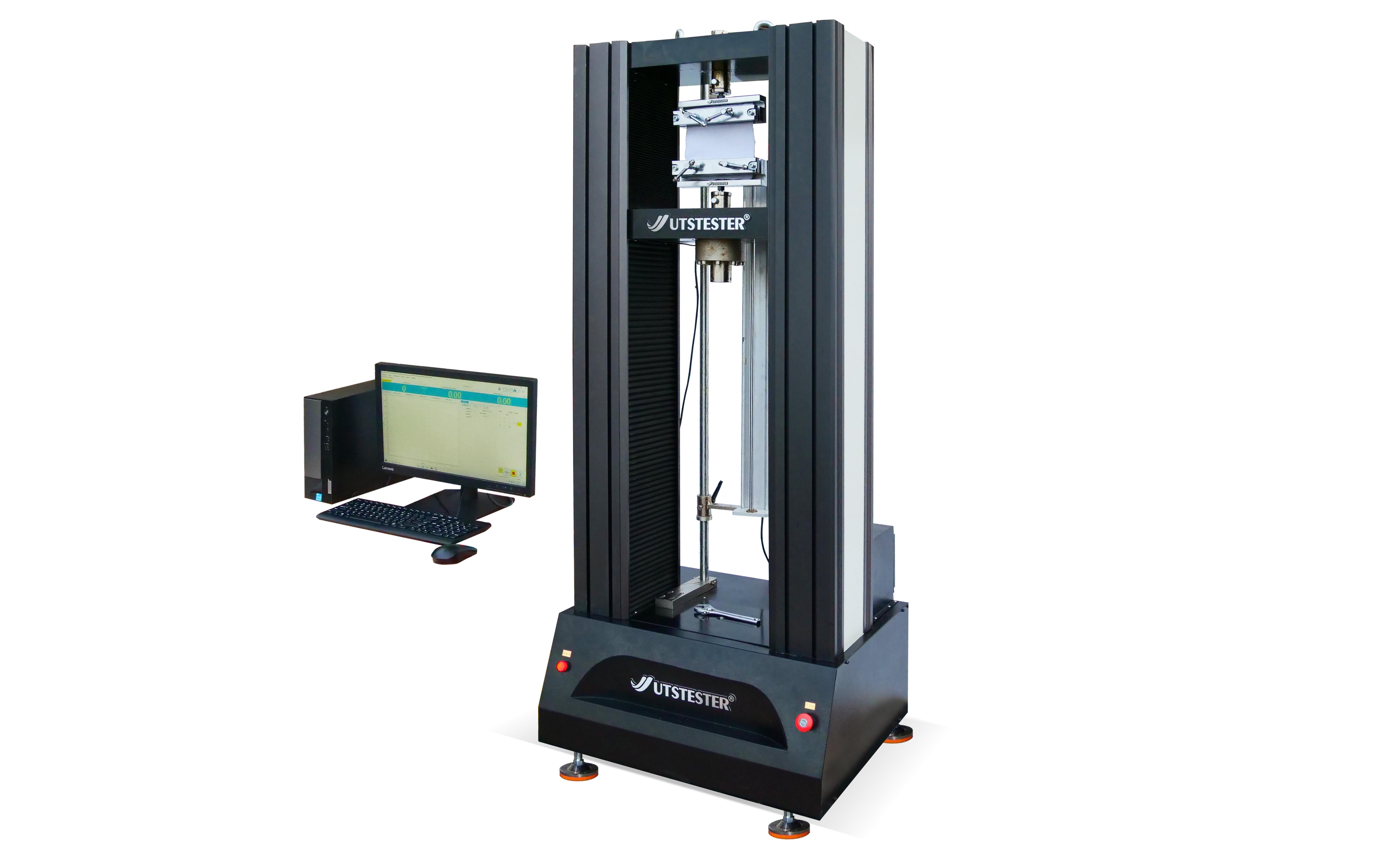
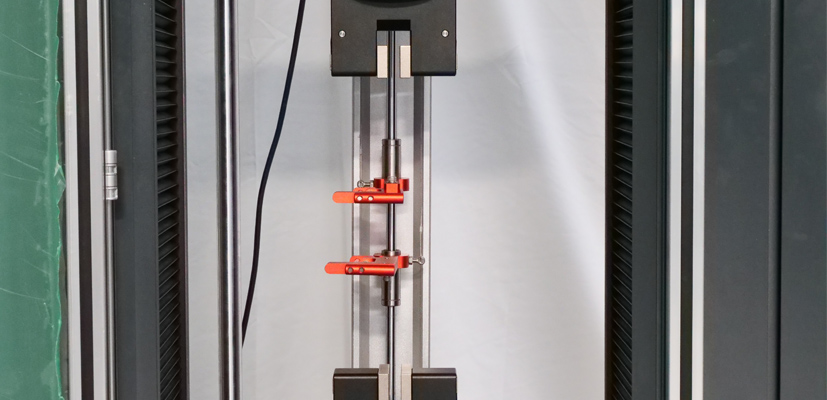
4. Tensile Strength Testing: A tensile testing machine applies tension to the tie rod to test the maximum load at which it breaks, thereby assessing structural strength.
5. Compressive Strength Testing: A press machine applies vertical pressure to the tie rod to observe its deformation and damage under compression.
6. Fatigue Life Testing: A fatigue testing machine simulates the repeated extension and retraction of the tie rod, recording the number of cycles before failure or damage occurs.
7. Shake Test: After the tie rod is secured, a swing device is used to measure its lateral and longitudinal shake to determine operational stability.
8. Corrosion Resistance Test: Place the tie rod in a salt spray test chamber to simulate a humid environment. Observe surface rust and assess rust resistance.
9. Coating Adhesion Test: Use a cross-cut test or tape stripping method to check the durability of the tie rod surface coating.
10. Hardness Test: Use a Rockwell or Shore hardness tester to measure the surface hardness of the tie rod to determine its wear resistance and deformation resistance.
11. Locking Function Test: Manually operate the tie rod's telescopic locking mechanism to check the smoothness and reliability of its locking and unlocking.
9 Relevant Inspection Methods for Luggage Trolleys
1. Visual Inspection: Directly inspect the surface of the tie rod to check for defects such as scratches, deformation, and coating peeling.
2. Caliper Measurement: Use tools such as vernier calipers and micrometers to accurately measure dimensional parameters such as the tie rod diameter, wall thickness, and section length.
3. Spectroscopic Analysis: Use a spectrometer to analyze the chemical composition of the tie rod material to confirm whether it is made of the specified material, such as aluminum alloy or stainless steel.
4. Tensile Test Method: A tensile force is applied to the tie rod using a tensile testing machine to determine its tensile strength and fracture limit.
5. Compression Test Method: A press is used to apply vertical pressure to the tie rod to test its resistance to deformation under pressure.
6. Fatigue Test Method: A fatigue testing machine is used to simulate frequent extension and retraction of the tie rod to test its fatigue life.
7. Salt Spray Test: The tie rod is placed in a salt spray chamber to simulate a humid and corrosive environment to evaluate its surface rust and corrosion resistance.
8. Hardness Test: A Rockwell or Shore hardness tester is used to measure the surface hardness of the tie rod to determine its wear resistance.
9. Shake Test: The tie rod is secured with a swing device and its lateral and longitudinal shake is measured to determine stability.

Email: hello@utstesters.com
Direct: + 86 152 6060 5085
Tel: +86-596-7686689
Web: www.utstesters.com